Виды и назначение
Столы под сверлильные станки бывают нескольких разных видов, могут изготавливаться из различных материалов и функционировать на отличных между собой принципах. Это простое фиксирующее устройство, с помощью него обрабатываемая деталь закрепляется в необходимом положении.
С помощью стола в процессе обработки деталь способна менять положение и свой угол, манипуляция позволяет выполнять разные виды обработки без снятия или перемещения детали. Способы фиксации оборудования бывают следующие:
- с использованием вакуума и перепада давления;
- механическими приспособлениями;
- деталь удерживается на столике самостоятельно за счет своего большого веса.
Для любителей, собирающихся сделать стол для сверлильного станка своими руками, более всего подходит второй вариант фиксации.
Закрепляемая заготовка в разных установках имеет неодинаковое количество степеней свободы – двумя или тремя. В первом случае она способна передвигаться только по X и Y координатам, во втором добавляется способность перемещения вверх, вниз или по Z координате. Для домашнего использования двух степеней свободы вполне достаточно.
Это интересно: Токарный станок из дрели своими руками – инструкция с чертежами, фото и видео
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.

Механический двухкоординатный стол, закрепленный в штатных пазах рабочей поверхности сверлильного станка
В зависимости от своих функциональных возможностей координатные столы для сверлильных станков могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.

На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.

Координатный стол с электроприводами
Как изготовить координатный стол своими руками

Если народный умелец регулярно использует сверлильные инструменты, для удобства и ускорения работы рекомендуется предусмотреть дополнительные приспособления. Одним из таких приспособлений считается координатный стол, увеличивающий не только производительность, но и точность обработки изделий. Необязательно тратить деньги на готовый прибор, можно сделать координатный стол своими руками из подручных материалов.
Как изготовить кофейный столик своими руками
Внутреннее устройство координатного стола
Стол для фрезерного станка, на котором тоже можно сверлить, представляет собой металлическое основание на подвижном механизме. На поверхности стола фиксируют заготовку, которую планируется обработать. Фиксаторы для стола устанавливают такого типа:
- механические детали;
- вакуумное устройство;
- за счет собственного веса больших деталей.
По желанию мастер может предусмотреть в координатном столе 2 или 3 степени свободы. Перемещения бывают только по горизонтали или, в том числе, по вертикали. Первый вариант подходит для работы с плоскими изделиями, второй собирают, если речь идет о серьезном сверлильном оборудовании.

Координатный стол своими руками включает один из приводов:
- на механической основе;
- работающий от электроэнергии;
- с системой ЧПУ.
Собирая координатный стол, задумайтесь над общими параметрами:
- планируемая загруженность;
- желаемый период эксплуатации;
- нагревание и остывание.
Четкое понимание того, каким вы хотите видеть готовое изделие под сверлильный станок, поможет определиться с материалами и чертежами самодельного механизма.
Основание координатного стола своими руками
Основание делают из разных материалов. Можно заготовить чугун, стальной лист, легкие сплавы, в состав которых входит алюминий, дерево, пластик. Преимуществами изделий, рама которых состоит из алюминия, называют:
- небольшой вес;
- простой монтаж;
- маленькую стоимость.
В качестве базовой заготовки может участвовать стальная сварная рама. Но такой механизм не переносит вибрационные нагрузки. Задача мастера – убрать внутреннее напряжение путем термообработки.
Собирают координатный стол своими руками, следуя одной из двух схем:
- крестовой чертеж – предполагает изготовление универсального приспособления, где удается обрабатывать изделия сложной конструкции (плюс такого устройства – доступ к заготовке с трех сторон);
- портальная – используют для оборудования, которым высверливает отверстия в листовых деталях.
Используемые материалы и инструменты
Для работы понадобится сварочный аппарат, сверлильный станок, болгарка с дисками, молоток, щетки, уголок. На подготовительном этапе необходимо выбрать материал для основания устройства, механизм управления и направляющие. От грамотного выбора этих составляющих зависит точность будущей работы приспособления, срок эксплуатации, надежность прибора, финансовые затраты на изготовление. Для создания основания подходит один из трех металлов:
- чугун;
- сталь;
- алюминий.
Первый материал в работе используют редко. Причина кроется в его хрупкости, большом весе, недолговечности. Сталь по этим критериям выигрывает, поэтому ее часто применяют в производстве. Единственный ее недостаток – высокая стоимость. Алюминий гораздо доступнее. Его преимуществами являются легкость, мягкость. Но он подходит только для малогабаритных столиков, так как крупные тяжелые детали податливый металл не выдерживает.
Изготовление своими руками пеленального столика и матраса к нему
 Читайте также:
Читайте также:

При изготовлении своими руками координатного стола необходимо продумать, какой тип привода будет иметь устройство. По способу управления манипуляторы подразделяют на три вида: механический, электрический, программного управления. Последний привод при самостоятельном производстве не используют. Электрический аналог дает малую погрешность, но в частных условиях применить его проблематично. Для личного домашнего приспособления более подходящим видом управления является механический. Однако у него есть минус – отсутствие идеальной точности.
Для ручного изготовления подходят рельсовые или цилиндрические направляющие.
 Чугун
Чугун
 Сталь
Сталь
 Алюминий
Алюминий
 Механический привод
Механический привод
 Электрический
Электрический
 С программным управлением
С программным управлением
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
| Вид передаточного механизма | Показатель точности |
| Шарико-винтовая пара | 6-12 микрон |
| Шестерня-рейка | до 10 микрон |
| Зубчато-ременной | 50 … 100 мкм |
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.
Чертеж шарико-винтовой передачи
Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками. Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе
Особенно это важно при самостоятельном изготовлении из подручных материалов
Использование оборудования
Перед началом эксплуатации координатного основания мастер обязан изучить правила безопасности, особенности оборудования, а также требования к освещению в помещении, где проходит работа.

Приведение столика в действие реализуется основными путями:
- механическое передвижение;
- использование электрического привода;
- установка ЧПУ оборудования.
Первый или второй вариант при его реализации своими руками будет наиболее подходящим.
Отдельно стоит упомянуть о таких вариантах конструкции, как поворотный стол и крестовинный.
Первый способен вращаться вокруг собственной оси и является максимально удобным вариантом, если нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Крестовый стол для сверлильного станка более распространен в повседневном использовании и предоставляет способность перемещать обрабатываемую заготовку в двух направлениях: по X и Y.
Полезные рекомендации
Инструкция, описывающая, как сделать своими руками координатный стол, пошагово объясняет процесс. Однако во время работы могут возникать мелкие проблемы. Чтобы избежать их, рекомендуется придерживаться техники безопасности и учитывать советы мастеров. Наиболее важные из них:
- если планируется обработка пластика или дерева, то основание манипулятора можно изготовить из алюминия;
- при габаритах прибора 35 х 35 см общую длину направляющих желательно подогнать к 30 см;
- для защиты приспособления от стружки перед установкой рекомендуется подложить под него кусок фанеры;
- при использовании цилиндрических направляющих нет возможности подключения системы подачи смазки, поэтому все детали необходимо смазывать вручную;
- при сборке следует учитывать, что подшипник скольжения обеспечивает лучшую точность обработки, а его аналог (подшипник качения) приводит к некоторому люфту.
Изготовление столика для ноутбука с системой охлаждения своими руками
Для проведения сварочных работ требуется соблюдать технику безопасности. Она подразумевает использование специальной одежды, защитной маски (щитка), перчаток из замши или брезента. Помещение, в котором проводят сборку, должно проветриваться или иметь качественную вытяжку. При работах на открытом воздухе необходим навес. Рядом с рабочим местом должны быть приготовлены средства и материалы для тушения возможного возгорания.
Изготовление координатного манипулятора простого типа может освоить мастер, обладающий навыками сварщика. Получить надежное и удобное изделие несложно, если точно соблюдать условия чертежа и алгоритм сборки. Домашний прибор позволяет заниматься мелкосерийным производством металлических, деревянных, пластмассовых деталей. Срок службы такого устройства целиком зависит от качества монтажа и объема проводимых сверлильных и фрезеровочных работ.

Это интересно: Особенности конструкции аргонодуговых сварочных аппаратов
Инструкция по изготовлению
После того как вид материала, тип конструкции выбраны, переходят непосредственно к работе. На первом этапе необходимо составить точный чертеж с указанием размеров всех деталей. Если готовой схемы нет, ее следует разработать самостоятельно. Конечный результат во многом определяется точностью расположения деталей относительно друг друга. Процесс сборки координатного столика с механическим приводом складывается из следующих шагов:
- из металлического профиля толщиной 2 мм сваривают главный узел;
- проверяют геометрию крестовины и зачищают швы болгаркой;
- на сваренном центральном узле собирают блок направляющих (ход равен 94 мм);
- внутрь профиля устанавливают гайки размером М10;
- на резьбовом стержне (М10) собирают ручку с подшипником;
- приваривают основание из уголка, имеющего П-образную конфигурацию;
- прикручивают все детали на встроенные гайки;
- промазывают техническим маслом подвижные элементы;
- устанавливают прибор на станину фрезеровочного станка.
Собирать конструкцию манипулятора следует на абсолютно ровной поверхности.
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Материал для основания
Перед началом создания устройства нужно подумать, какие именно использовать материалы и запчасти. Предварительная подготовка необходима чтобы они могли дать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог без ощутимого труда работать с таким столом.
- Простота и универсальность установки. Хорошее изделие обязано подходить под разные типы сверлильного оборудования.
- Максимальная экономия средств на изготовлении. Если разработка окажется слишком дорогой, то не проще ли купить уже готовый предмет.
Чаще всего этим требованиям удовлетворяют такие распространенные и экономные варианты:
- сталь;
- металл;
- чугун;
- алюминий;
- дюраль.
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то алюминий будет лучшим вариантом. Он предельно легок и обладает достаточной прочностью.
Если же придется работать с металлами, сверлить серьезные детали на относительно большую глубину, то понадобится что-то более прочное – сталь, чугун, железо. Это тяжелые материалы, но и выдерживаемые ими нагрузки впечатляют.
Подъемный столик для сверлильного станка своими руками — Справочник металлиста
Столы под сверлильные станки бывают нескольких разных видов, могут изготавливаться из различных материалов и функционировать на отличных между собой принципах. Это простое фиксирующее устройство, с помощью него обрабатываемая деталь закрепляется в необходимом положении.
Модель координатного стола
С помощью стола в процессе обработки деталь способна менять положение и свой угол, манипуляция позволяет выполнять разные виды обработки без снятия или перемещения детали. Способы фиксации оборудования бывают следующие:
- с использованием вакуума и перепада давления;
- механическими приспособлениями;
- деталь удерживается на столике самостоятельно за счет своего большого веса.
Для любителей, собирающихся сделать стол для сверлильного станка своими руками, более всего подходит второй вариант фиксации.
Закрепляемая заготовка в разных установках имеет неодинаковое количество степеней свободы – двумя или тремя. В первом случае она способна передвигаться только по X и Y координатам, во втором добавляется способность перемещения вверх, вниз или по Z координате. Для домашнего использования двух степеней свободы вполне достаточно.
Использование оборудования
Перед началом эксплуатации координатного основания мастер обязан изучить правила безопасности, особенности оборудования, а также требования к освещению в помещении, где проходит работа.
Приведение столика в действие реализуется основными путями:
- механическое передвижение;
- использование электрического привода;
- установка ЧПУ оборудования.
Первый или второй вариант при его реализации своими руками будет наиболее подходящим.
Отдельно стоит упомянуть о таких вариантах конструкции, как поворотный стол и крестовинный.
Первый способен вращаться вокруг собственной оси и является максимально удобным вариантом, если нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Крестовый стол для сверлильного станка более распространен в повседневном использовании и предоставляет способность перемещать обрабатываемую заготовку в двух направлениях: по X и Y.
Материал для основания
Перед началом создания устройства нужно подумать, какие именно использовать материалы и запчасти. Предварительная подготовка необходима чтобы они могли дать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог без ощутимого труда работать с таким столом.
- Простота и универсальность установки. Хорошее изделие обязано подходить под разные типы сверлильного оборудования.
- Максимальная экономия средств на изготовлении. Если разработка окажется слишком дорогой, то не проще ли купить уже готовый предмет.
Чаще всего этим требованиям удовлетворяют такие распространенные и экономные варианты:
- сталь;
- металл;
- чугун;
- алюминий;
- дюраль.
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то алюминий будет лучшим вариантом. Он предельно легок и обладает достаточной прочностью.
Если же придется работать с металлами, сверлить серьезные детали на относительно большую глубину, то понадобится что-то более прочное – сталь, чугун, железо. Это тяжелые материалы, но и выдерживаемые ими нагрузки впечатляют.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.
Для плавного скольжения направляющих возможно использование подшипников качения
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Механизм передачи движения
Важнейшей частью будущего устройства, неважно, будет ли это поворотный стол для сверлильного станка или же крестовый вариант, является механизм передачи движения от ручек управления на аппарат.
Лучше всего делать привод с механическим типом передвижения, они управляемые вручную. В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы.
Компонентами механизма передачи движения выступают:
- рейки и зубчатые колеса, шестерни;
- ременные механизмы;
- шарико-винтовые передачи.
Шарико-винтовые передачи
Специалисты советуют выбирать последний вид механизма, особенно если речь идет о крестовинном столе, он обладает многими существенными преимуществами:
- предельно небольшой люфт системы;
- перемещение изделия происходит очень плавно, без рывков;
- работает шарико-винтовая передача тихо;
- при значительных рабочих нагрузках она показывает высокую устойчивость.
Минусом механизма специалисты называют невозможность добиться высокой скорости работы, но если рассматривается стол крестовинный для сверлильного станка, то здесь большая скорость обычно и не требуется.
Чтобы сэкономить, мастеру необходимо попытаться реализовать ременные передачи. Они просты и доступны, но обладают минусами:
- малая точность;
- быстрый износ;
- риск обрыва ремня при нагрузках.
В качестве заключения отметим, что если человек решил изготовить стол для сверлильного станка своими руками, то в этом нет ничего принципиально нереального.
Элементарный набор материала и инструмента поможет быстро реализовать поставленную задачу.
Задача для специалиста – выбрать правильный вид конструкции и качественно изготовить все ответственные узлы будущего приспособления.
по теме: Как сделать координатный стол и фрезерную стойку своими руками
Как сделать координатный стол своими руками
Качество обработки зачастую зависит от правильности расположения всех элементов конструкции. Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно.
Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол.
Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.
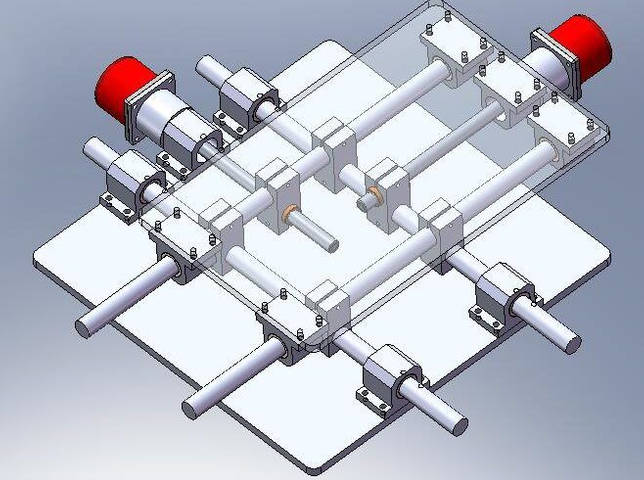
Самодельный координатный стол
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
https://www..com/watch?v=mtetkDgRNdM
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Координатный стол для сверлильного станка: виды, изготовление своими руками
Большое значение при эксплуатации сверлильного оборудования имеют дополнительные приспособления, делающие работу оператора более удобной и эффективной.
Так, координатный стол, используемый для оснащения сверлильного станка, значительно повышает производительность устройства и точность выполняемой обработки.
Это приспособление можно приобрести в готовом виде или сделать своими руками.
Радиально-сверлильный станок TDR-20 с координатным столом
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.
Механический двухкоординатный стол, закрепленный в штатных пазах рабочей поверхности сверлильного станка
В зависимости от своих функциональных возможностей координатные столы для сверлильных станков могут обладать двумя или тремя степенями свободы.
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Для серийного производства деталей и их обработки подойдет только заводская модель координатного стола.
 Простая конструктивная форма
Простая конструктивная форма
 Небольшие габариты
Небольшие габариты
 Управление механическим способом
Управление механическим способом
 Экономия денежных средств
Экономия денежных средств
Где выгодно приобрести координатный столик
Как сделать стол для циркулярной пилы своими руками?
Купить координатный столик рекомендуем выгодно в этом китайском магазине. Далее о том, как его можно удачно применить. Видео канала youtube “Технарь” в конце публикации.
В этом видео обзоре координатный столик, который станет частью фрезерного станка. Выполнен из алюминиевого сплава. Поперечный ход 50 мм, продольный 200. Не обращайте внимания на люфт, легко устраняется шестигранником, в комплекте. В качестве ходовых винтов используется стандартная стальная шпилька м8. Кроме лимбов, отметки на которых являются обычными наклейками, на продольном перемещении есть линейка. Но нет никакой метки на столике, по которым можно вести отчет.

Мастер разобрал столик для понимания, с чем мы имеем дело. Где купить, смотрите в начале статьи. Как видите, люфты убираются поджатием пластины. Ходовой винт вращается во втулки из такого же материала. Стол, это профиль из крепкого алюминиевого сплава с толщиной стенки 3 миллиметра. Про работу по стали нет никакой речи, но дюраль позже попробуем про фрезеровать.

Вместо штатного штифта, которые закручивался отверткой, удерживал вал с ручкой, теперь, благодаря работе токаря, винт с барашком. Закрутив его до упора, стопорится вертикальное перемещение. То, что нужно для фрезеровки. Выкрутить его чуть больше, меняется положение вала так, чтобы ручка не мешала. Так же сделаны две втулки для дрели и фрезера. Остается только сделать крепление для столика и протестировать в работе.
Теперь сверлить стальную шину 6 мм одно удовольствие. Даже болты на 12 для крепления на столике советского станка были бы маловаты. Поэтому пришлось вкручивать шпильки на 8 в куски стальной шпильки. Теперь точно можно закреплять координатный столик и переходить к самому главному. К испытанию.
Первые подопытный материал – кусок акриловой пластины. По своим свойствам чуть жестче, чем оргстекло. Не такой вязкий. Для закрепления детали в комплекте со столиком есть два прижима.Минимальная скорость фрезера при оборотах 8000. Никакой нагрузки на фрезер не ощущается, снимается около 1 миллиметра.Продолжение на видео с пятой минуты
Направляющие
Направляющие, по которым перемещается координатный стол, являются важным элементом его конструкции, так как от их качества и конструктивных особенностей зависит не только плавность перемещения детали, но и точность ее обработки. Как в серийных моделях, так и в самодельных координатных столах направляющие могут быть рельсового или цилиндрического типа.
Плавность и точность перемещения по направляющим обеспечивают надстроенная каретка и подшипниковые узлы. В тех случаях, когда от координатного стола требуется повышенная точность передвижения, в его направляющих используют подшипники скольжения, так как подшипники качения создают значительный люфт в опорах, хотя и уменьшают силу трения более эффективно.

Устройство подшипникового узла
Направляющие для координатных столов в зависимости от типа каретки бывают:
- оснащенными увеличенным фланцем, используемым для крепления конструкции к нижней части стола;
- бесфланцевыми, которые крепятся обычным способом.

Направляющая типа «ласточкин хвост»
Фрезерный стол своими руками. Автор Геннадий г. Севастополь
В рамках ФанПроекта Арсенал Мастера РУ Мы расскажем Вам о Проекте Геннадия г. Севастополь «Фрезерный стол»
Изготовим Фрезерный стол по дереву: размером столешница 670 х 1005 х 30 мм, высота стола 850 мм. Фрезерный стол позволяет: получать более точную степень обработки материала. Жестко установленный фрезер, уверенно режет различные породы дерева, пластик, древесно-стружечные плиты с покрытием. На нем можно не только снять фаску, но сделать паз, шлиц, прорезь, шип, канавку, фигурную выборку профиля. Ускорить процесс фрезерования (много времени уходило на крепление детали).
Данный стол можно использовать как сборочный.( фреза опускается; ставится глухая шайба в фрезерную пластину ; в направляющие профили с т-трэком можно установить прижимные струбцины либо зажимы). Способствует экономии места в мастерской ( в ящики встроенные в стол вмещается довольно много инструмента). Фрезерный стол выполнен с влагостойкой фанеры 15 мм. Раскрой производился ручной гипоидной пилой по самодельной направляющей с профильной трубы. Разметка проводилась с использованием Угольник метрический 250 мм для плотника и столяра Swanson Speed Square с инструкцией на русском языке. После раскроя сборка стола осуществлялась на косой шуруп Kreg длиной 19,1 мм и дополнительно склеивалась влагостойким клеем Titebond III Ultimate Wood Glue 1415. Соединение на кассой шуруп выполднялось такими инструментами: 1.Универсальные клещи (струбцина) с широким захватом Wood Project 76 мм Automaxx Kreg KHC3-INT ХИТ! 2. Комплект Kreg Quick Change Kit для сверления и завинчивания с быстрой сменой инструмента QUIK-KIT. 3. База портативная для сверлильного кондуктора Kreg Jig KPDGB. 4. Кондуктор сверлильный сменный для К3 и К4 Kreg. 5.Шурупы с крупным шагом 19 мм Kreg. Сама столешница изготавливалась также из влагостойкой фанеры — но только с клееной в два слоя . Обрамление столешницы ,а также скрытие всех видимых торцов фанеры стола -выполнено путём обивки рейками с дуба. Дубовая доска для реек сначала выравнивалась с помощью двухрежимного погружного фрезера с микролифтом Triton TRA001 2400Вт и фрезы для выравнивания поверхности СЛЭБов 42x6x70x8 Dimar 1601045., а потом распиливалась на циркулярном столе и прогонялась через рейсмус. Рейки крепились с помощью шпилек и влагостойкого клеяTitebond III Ultimate Wood Glue 1415. Все ящички изготовлены из обычной фанеры толщиной 8 мм с использованием шпилек и клея. После сборки ящички были установлены в стол на мебельные направляющие в стол. Фасады выполнены с влагостойкой фанеры 15 мм., крепятся к ящичкам с помощью клея и ручек. Весь каркас стола и ящички были вскрыты яхтенным лаком. Фрезерный стол был установлен на поворотные колесные опоры с тормозом. В задней части стола была смонтирована катушка для провода(длина 15 м сечением 4 мм квадратных три жилы) и розетка для пылесоса , а в правой смонтировал кнопку пуск/стоп и клавишу включения подсветки фрезера. Подсветка выполнена со светодиодной ленты на 220 в. Вся проводка уложена в кабель канал. Ещё одна розетка была установлена в среднем отделении стола – для фрезера. В стол была установлена стеклянная дверца с фиксатором (шум после установки дверцы уменьшился практически в двое ). Края столешницы были обработаны двухрежимного погружного фрезера с микролифтом Triton TRA001 2400Вт с кромочной фрезой. В столешницу были врезаны направляющие шины с двумя пазами T-track 45,6 мм анодированная, матовая серебристая 1 м TR045.1000 , и пластина для фрезера с нержавеющей стали. Направляющие шины крепятся саморезами и эпоксидным клеем. Регулировка пластины относительно поверхности стола осуществляется мебельными футорками . В пластину встроена сменная шайба , которая меняется в зависимости от диаметра использоваемой фрезы . На пластине фрезера нанесены метрические шкалы для точной установки параллельного упора. Параллельный упор выполнен из профиль-шины T-track 100 мм с двумя накладками, анодированная, серебро матовое, 1 м арт TR100.1000N в которой было выпилено отверстие под фрезу. Сдвижные щеки изготовлены из склеенного текстолита с фанерой (толщины текстолита не хватало для полноразмерной щеки ) .Вырезалась щека с текстолита , клеилась на фанеру; после склейки обгонялась фрезой на фрезерном уже столе; изготавливались сквозные пазы (под зажимные болты);шлифовалась и лакировалась. После лакировки устанавливливались щеки на упор и поджималась гайками барашками. На направляющие шины установлены ограничительные упоры .Параллельный упор передвигается по направляющим шинам с помощью алюминиевого ползунка , прикрепленного к упору металлическими угольниками (болтами м8). На металлических уголках установлены гайки барашки для фиксации самого упора. Установлен пластмассовый пыле отводящий патрубок для пылесоса. Все гайки крепежа защищены пластмассовыми колпачками. На параллельный упор была наклеена Линейка самоклеющаяся Kreg длиной 3,5 метра с метрической шкалой справа-налево KMS7728 ХИТ! На фрезерный стол и упор устанавливаются комплекты из 2-х гребенчатых прижимов 3010 True-flex Kreg PRS3020 ХИТ!- для прижима заготовок. На фрезерный стол также устанавливается угловой упор с направляющей вдоль Т-образного паза 19 мм JET 60630T , который перемещается по направляющей шине параллельно упору. В фрезерный стол установлен двухрежимный погружной фрезер с микролифтом Triton TRA001 2400Вт .
На мой взгляд это самый удачный фрезер для установки в фрезерный стол и для выравнивания поверхности слэбов. Преимущества фрезера:
- Фрезер имеет микролифт через штангу, что позволяет регулировать вылет фрезы без лишних движений (и надобности ползать под столом )
- Имеется фиксатор шпинделя –который фиксируется при полном поднятии фрезы- что позволяет одной рукой заменить фрезу.( но обязательно надо отключать кнопку пуска на фрезере- с включенной кнопкой фреза не поднимется до конца и шпиндель не зафиксируется).
- Имеется плавный пуск .
- Возможность установки фрез с разными хвостовиками .
Недостатки: пока не обнаружил. Есть несколько нюансов которые я не могу назвать недостатками, после покупки: Разбирал, смазывал направляющие- подклинивали; Разбирал фиксатор шпинделя , после подъема фрезы при откручивании гайки, шпиндель срывался и плохо фиксировался- была сжата пружина фиксатора (в упаковке фрезер находится в жатом положении- пружина постоянно сжата)-растянул слегка и смазал — всё работает. Тяжеловат при фрезеровании в руках — то для этих целей есть другая модель Triton MOF 001 1400вт. Фрезерный стол получился довольно вместительный — вся оснастка и многое другое размещается по ящичкам .
Надеюсь, мой проект будет полезен мастерам столярного дела и начинающим столярам – в общем всем тем кто неровно дышит к столярному ремеслу. Желающие ознакомится с другими работами могут в Мастерской на все руки (Геннадий Крисковец) У Геннадия фрезерный стол получился. Получится и у ВАС!
Рекомендуем посмотреть еще проект: Cтолы в беседку
Команда интернет-магазина «Арсенал Мастера РУ» продолжает традиции обмена российским опытом
ФанПроект «Арсенал Мастера РУ» 2021
Многофункциональный стол для мастерской — идея стола Festool MFT 3
Стол Festool MFT /3 не зря снискал популярность во всем мире среди Мастеров, работающих как в мастерских, так и на выезде. MFT — Multi Function Table — это комбинация мобильного рабочего стола и верстака. В обзорной фото и видео галерее специалисты «Арсенал Мастера Р» сделали подборку фото и видео: доработки, улучшения, приспособления и самодельные варианты стола Фестул МФТ.
Столярные верстаки и столы для столярных работ
Обзорная фото-галерея «Арсенал Мастера РУ»: настольные верстаки японского и европейского типа и мобильным верстакам немецких производителей и др:
Фрезерные станки и приспособления для Мастерской Мечты версия 2.0
В этом фото-обзоре мы собрали и решили показать самые разные идеи и варианты реализации Фрезерного станка, от простых настольных станочков до полноценных многофункциональных решений:
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
- Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
Если стол изготавливается для домашнего производства и обработки деталей, то использования двух степеней свободы более чем достаточно.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться. Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
Механическое
Вакуумное
Крепление под весом заготовки
Завершение и сборка
1. Заклейте малярным скотчем дно пазов для установки алюминиевых профилей в столике и упоре. Затем нанесите на все детали отделочное покрытие (мы использовали полуматовый полиуретановый лак с межслойной шлифовкой наждачной бумагой зернистостью 220 единиц). Когда лак высохнет, удалите малярный скотч.
2. Через раззенкованные монтажные отверстия алюминиевых профилей просверлите направляющие отверстия в соответствующих деталях столика и упора. Нанесите на дно пазов эпоксидный клей, вставьте профили и закрепите их шурупами. Примечание. Некоторые направляющие профили имеют небольшой гребень вдоль одного внешнего края (рис. 4). Аля точного совмещения профилей в накладке упора а расширениях ориентируйте гребни в одном направлении во всех трех деталях.
3. Отпилите от стального стержня диаметром 10 мм четыре куска длиной 368 мм. Наждачной бумагой зернистостью 80 единиц грубо отшлифуйте один конец каждого стержня на длину 89 мм и с помощью эпоксидного клея закрепите эти концы в квадратных отверстиях удлинителей упора. Чтобы стержни оставались параллельными, вставьте их свободные концы в квадратные отверстия упора.
4. Чтобы сделать ручки-маховички для фиксации удлинителей упора (рис. 2), вверните винты длиной 32 мм с потайной головкой в гайки-маховички до половины. Нанесите под их головки эпоксидный клей, а затем вкрутите винты в гайки до конца.
5. Вставьте шестигранные головки двух винтов в нижний направляющий профиль накладного столика (рис. 2). Выровняйте накладной столик над металлическим столиком сверлильного станка и пропустите винты в сквозные пазы или отверстия. Добавьте шайбы и наверните пластиковые гайки-ручки.
Примечание. Пластиковые гайки-ручки имеют резьбовые отверстия глубиной около 16 мм. Возможно, вам потребуется укоротить 50-миллиметровые винты в соответствии с толщиной металлического столика вашего станка.
6. Вставьте шестигранные головки винтов в верхние направляющие профили. Совместите отверстия в основании упора с винтами, наденьте шайбы и закрепите упор гайками- маховичками. Вставьте стальные стержни удлинителей в квадратные отверстия упора и вверните фиксирующие винты с маховичками.
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Если мастер обрабатывает заготовки из металла, то лучше делать стол из стали или чугуна. Правда, стоит сразу оценить свои затраты: возможно, приобретение готового манипулятора обойдется дешевле, что дорогого железа. Для работы с деревом или пластиком подойдет алюминиевая столешница.
Чугун
Сталь
Алюминий
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
Механический
Электрический
С ЧПУ
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Подшипник качения может привести к появлению заметного люфта, что снижает точность обработки заготовки.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Рельсовые направляющие и каретка
Цилиндрические
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
Ременная передача
Шарико-винтовая
Зубчато-реечная
Изготовление направляющих
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
- рельсовые;
- цилиндрические.
Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.
Конструкция рельсовой направляющей
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
Изготовить центральный узел стола в виде крестовины
На поверхности готовой крестовины собрать каретки
Профили обработать напильником, вставить гайки
На шпильках произвести сборку рукояток с подшипниковым узлом
Сварить два П-образных основания из уголка
Собрать всю конструкцию
Все узлы, подвижные части протереть смазочным материалом
Прикрепить к станине сверлильного станка



